
In medical device manufacturing, particularly within ophthalmic applications, dimensional accuracy and geometric tolerance are critical to patient safety and component functionality. Translating complex medical designs into stable, defect-free physical products requires a highly capable injection molding partner that combines strict quality management with advanced micro-machining capabilities.
As a leading china mold manufacturer, we have successfully engineered a custom tooling solution for a medical-grade polyamide 12 (PA12) ophthalmic component, resolving the industry-wide challenge of micro-hole concentricity.
1. Technical Challenge: Micro-Holes and Concentricity in PA12 Parts
Molding miniature components with complex internal channels requires tight process controls. The medical-grade PA12 part presented several major tooling challenges:
- Micro-Hole Dimensions: The part features an overall dimension of φ8 * 39 mm with a nominal wall thickness of 3 mm. It requires a perfectly central, longitudinal through-hole with a diameter of just 1.0 mm.
- Concentricity & Deflection Risks: With a 39 mm length and a 1.0 mm internal hole, standard mold core pins are highly susceptible to bending or deflection under high-speed, high-pressure injection molding cycles.This leads to wall thickness variations and concentricity deviation.
- Multi-Cavity Consistency: Achieving tight dimensional consistency across a 1x2 cavity layout required extreme precision during mold fabrication to ensure both cavities produce identical, defect-free parts.
2. Engineering and Custom Tooling Solutions
To overcome core pin deflection and ensure perfect central alignment, our china mold factory developed a systematic, data-driven injection molding solution:
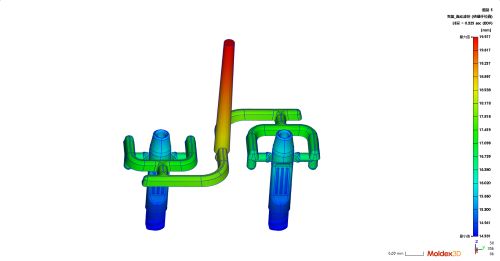
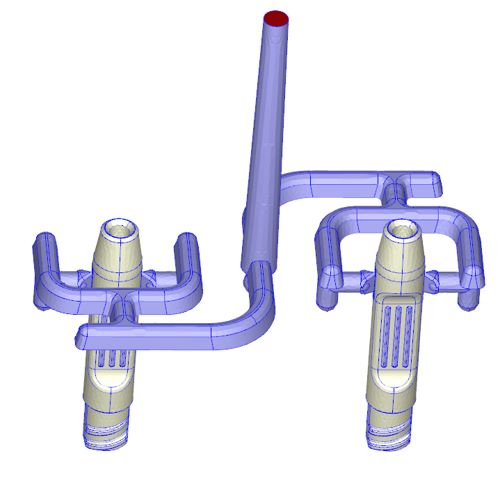
A. Scientific Mold Flow Simulation
Prior to cutting steel, our engineering team performed detailed mold flow analyses. By simulating the melt front behavior of medical-grade PA12, we optimized the gate locations to balance the injection pressure. This ensured a uniform, symmetrical melt flow entering the cavity, drastically reducing the lateral, unbalanced shearing force exerted on the slender core pin.
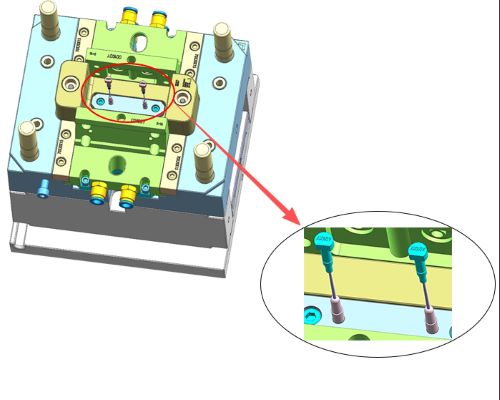
B. High-Modulus Core Pin Technology
To prevent bending under high-pressure conditions, we upgraded the core pin design and material specification:
Advanced Material Selection: The core pins were fabricated using a specialized steel grade with an exceptionally high elastic modulus, endowing them with superior bending resistance.
Optimized Fixing & Support: We implemented a custom positioning sleeve at the opposing cavity half. This anchored the tip of the core pin firmly during clamping, ensuring absolute concentricity during the dynamic melt filling stage.
C. Micro-Machining and Metrology Quality Control
As an established mold maker china, we utilized advanced tooling equipment to build the mold components:
- High-Precision Tooling: Mold components were machined using sub-micron CNC and EDM machinery to ensure Cavity-to-Cavity (C-to-C) replication within a tolerance under ±0.005 mm.
- Non-Contact Metrology Inspection: Finished parts were verified using high-precision optical scanners to confirm internal hole circularity and positional alignment.
3. Proven Tooling Performance: Mass Production Approved at T1
By combining robust mold flow pre-planning with advanced material and anchoring technologies, we delivered immediate manufacturing readiness:
- Mass Production Approval at T1: The initial tooling samples fully met the customer’s dimensional, structural, and concentricity requirements during the T1 trial phase. This eliminated standard iterations, reducing the product's time-to-market.
- Zero-Defect Reliability: Mass production runs demonstrated stable yields, with zero instances of core pin deflection or micro-hole misalignment.
- Integrated Medical Tooling Expertise: Our china mold company provides a complete solution from DFM and high-precision mold manufacturing to cleanroom molding and assembly.
Whether your medical product requires microfluidic channels, thin-walled geometries, or high-tolerance multi-cavity tooling, we have the engineering expertise to bring your designs to life. Contact our medical mold making team today for a technical DFM evaluation.
Email: [email protected]
Website: www.molds-maker.com