
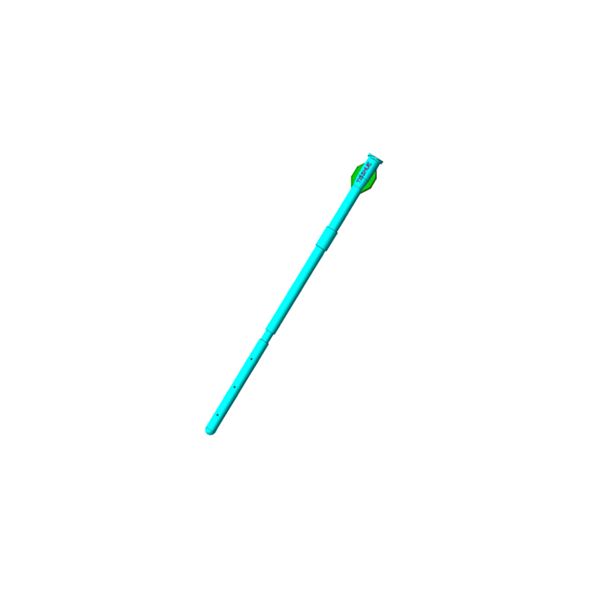
In high-volume medical device manufacturing, producing long-thin functional geometries requires extreme engineering precision. As an ISO-certified leader in precision plastic injection molding china, we recently designed and manufactured a 1* 2 cavity china medical mould for a medical infusion tube component (12 *8 *151 mm, featuring a deep varnothing φ2 mm* 150mm blind hole) with a flawless high-gloss finish and a strict parting line mismatch specification of under $0.05 mm component (12 * 8* 151 mm, featuring a deep varnothing φ2mm *150 mm blind hole) with a flawless high-gloss finish and a strict parting line mismatch specification of under 0.05 mm
The primary failure mode in manufacturing micro-bore components is the extreme aspect ratio of the internal core pin. Under high-velocity filling pressures, standard tools encounter:
To bypass these critical defects, our engineering team introduced a robust stabilization protocol, proving our competitive edge as a high precision mold provider in Asia.
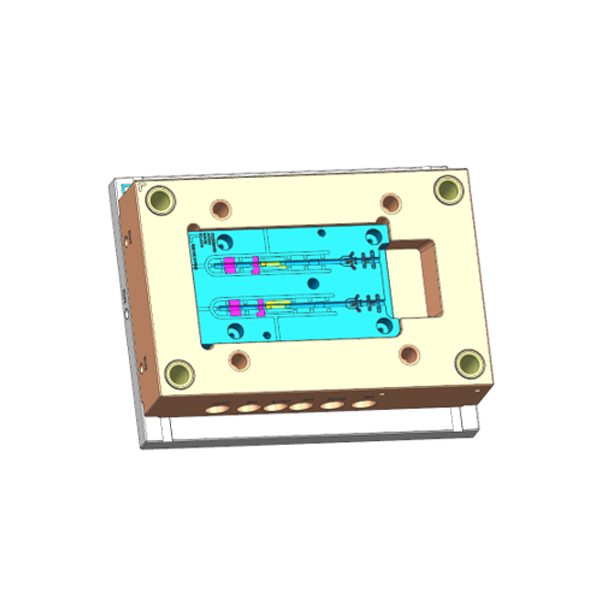
We conducted non-linear fluid dynamics simulations via molding simulation analysis to balance the 1* 2 feed gates. By calibrating the sub-gate land lengths to a micro-tolerance, the melt-front wraps the φ 2 mm core pin simultaneously from exact opposing vectors. This layout neutralizes lateral kinetic forces, preventing core deflection and securing a flush parting line alignment within 0.05 mm.
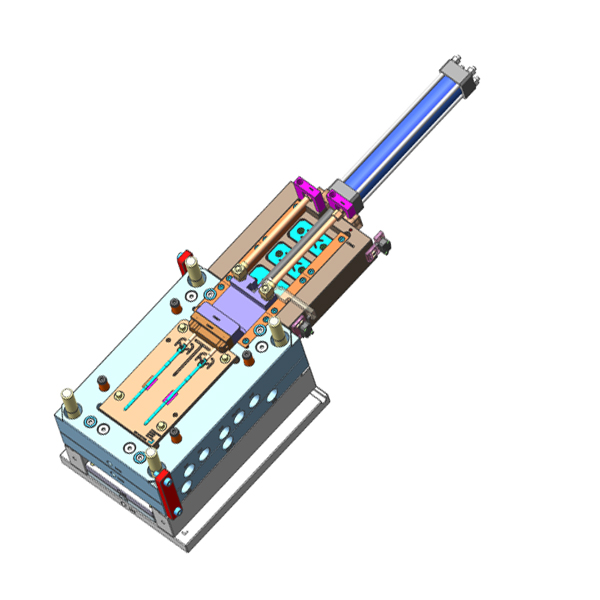
To solve part-deformation caused by vacuum adhesion, we engineered a proprietary active retaining mechanism within the front cavity plates. The moment the side hydraulic slider initiates its retraction stroke to extract the core pin, this mechanical interlock exercises an equal-and-opposite holding force, securing the molded tube in its strict ejector orientation. This active system completely eliminates friction marking, fulfilling stringent medical regulatory compliance.
The validation process concluded with a flawless T1 trial run. CMM concentricity reports confirmed perfect dimensional metrics with zero flash or cosmetic defects, allowing the client to instantly initiate mass production runs.
High-Precision Injection Molding & Mold Manufacturing - One-Stop Custom Solutions
Hello, This is Isabella from TXS-Mold, How can I assist you today?
Chat with us on WhatsApp。
🟢 Online | Privacy policy