
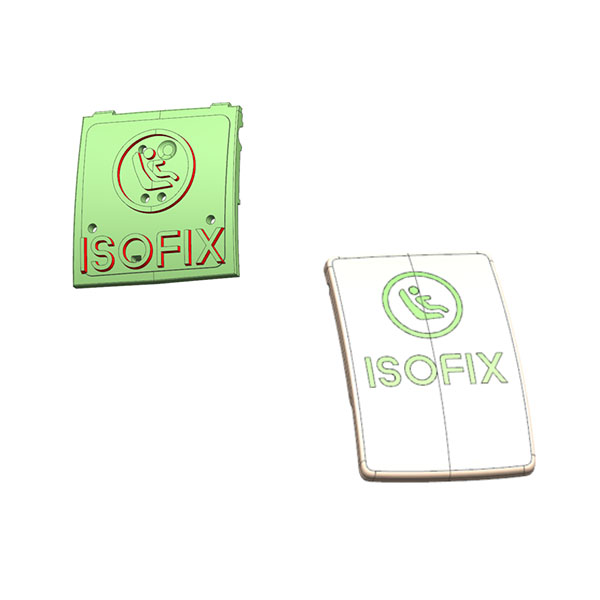
For global automotive Tier-1 interior suppliers, manufacturing small-format components with interleaved hard-soft polymer structures demands sophisticated cinematic tooling logic. As a leading vendor in plastic mold china, our advanced engineering facility recently mastered a critical two-shot validation project for an automotive seat control shroud (34*46* 9 mm). Engineered with a highly sensitive PC+ABS functional core and a TPS tactile layer, the complex tool bypasses conventional multi-axis rotation constraints through an innovative mechanical shift system, securing direct validation at its T2 trial run.
Components featuring multi-directional structural overmolding present dual processing hazards during automated high-volume production. When high-flow Thermoplastic Styrenic Elastomer (TPS) is overmolded onto an asymmetrical PC+ABS substrate, the secondary injection pressure heavily impacts the newly formed hard boundary. Standard rotary index tables are incapable of establishing non-coplanar sealing lines within restricted geometries, causing the soft compound to breach the shut-off surfaces, resulting in severe cosmetic flash. Furthermore, the extreme shrinkage mismatch between rigid PC+ABS and elastic TPS triggers severe residual stress concentrations, generating structural warpage and visible stress whitening on the exterior profile.
To optimize execution and affirm our standing as the best mold maker in china, our project team replaced high-risk standard tooling templates with a fully synchronized kinematic sequence:
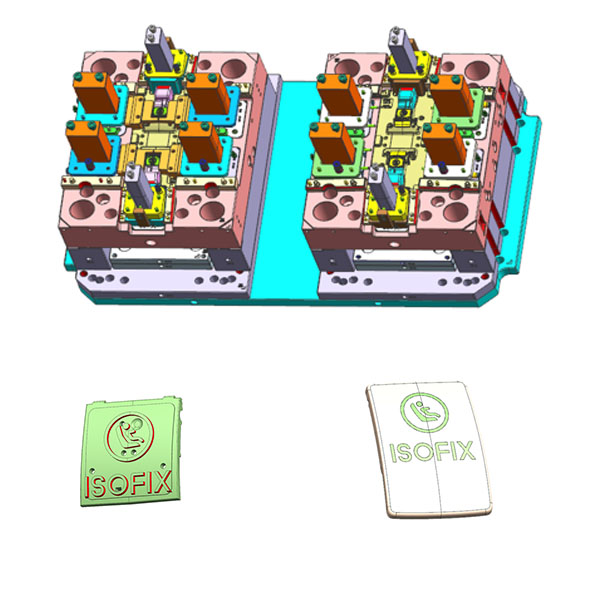
To achieve seamless shifting between the primary and secondary volumetric spaces within a single cavity frame, we engineered a high-precision rocking-lever mechanism. Upon complete execution of the first-stage hard-shot PC+ABS matrix, the mold initiates a partial intermediate stroke. This mechanical lever tilts the local splitting core to toggle fluid paths, instantly securing the hard-shot margins while exposing the interwoven channel required for the soft-shot TPS. This eliminated high-inertia indexing wear and micro-drifts.
Given the part’s tight spatial packaging (34*46*9 mm), we integrated a combination of synchronized dynamic sliders on the cavity plate along with matching ejector inserts on the core side. This tight integration forms a rigid physical bulkhead between the two melt zones during individual injection phases, preventing any material bleed and locking parting line tolerances down to micron-levels.
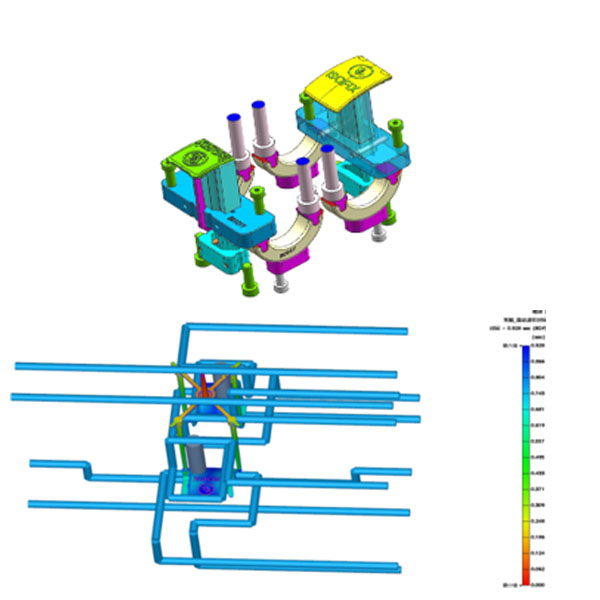
To suppress local warpage and weld lines along the delicate interlocking walls, non-linear fluid dynamics analysis was conducted. By micro-balancing the localized gate placements and hot-runner temperatures, we equalized the volumetric contraction of the PC+ABS core against the TPS skin, guaranteeing absolute structural flat alignment without post-molding deflection.
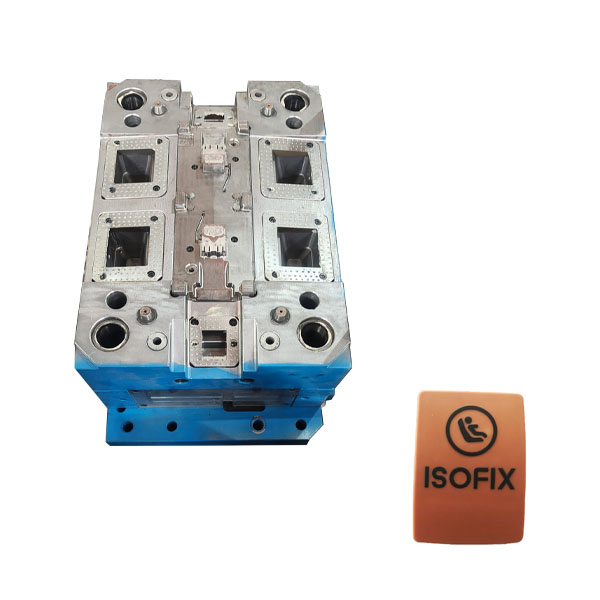
By blending quantitative simulation with sub-micron 5-axis CNC machining, this premium high precision mold achieved immediate T2 transfer approval for direct mass production. The raw-finish dual-surface components proved perfectly flush along the interlocking seams, with zero cosmetic blemishes or flash defects, significantly reducing time-to-market for our international partner.
High-Precision Injection Molding & Mold Manufacturing - One-Stop Custom Solutions
Hello, This is Isabella from TXS-Mold, How can I assist you today?
Chat with us on WhatsApp。
🟢 Online | Privacy policy