
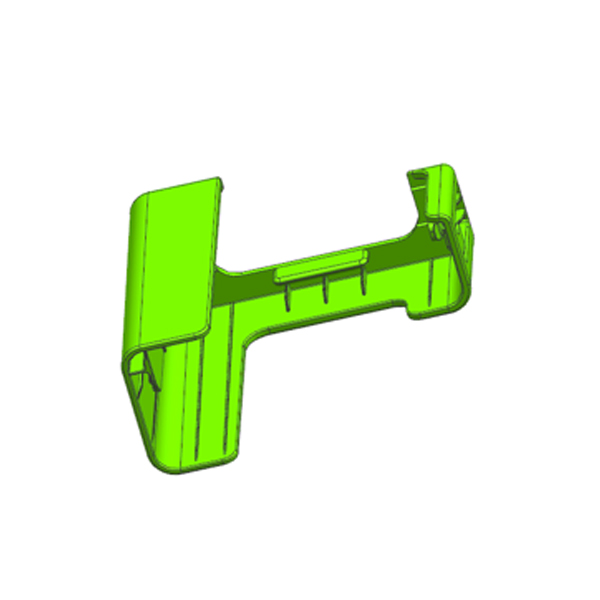
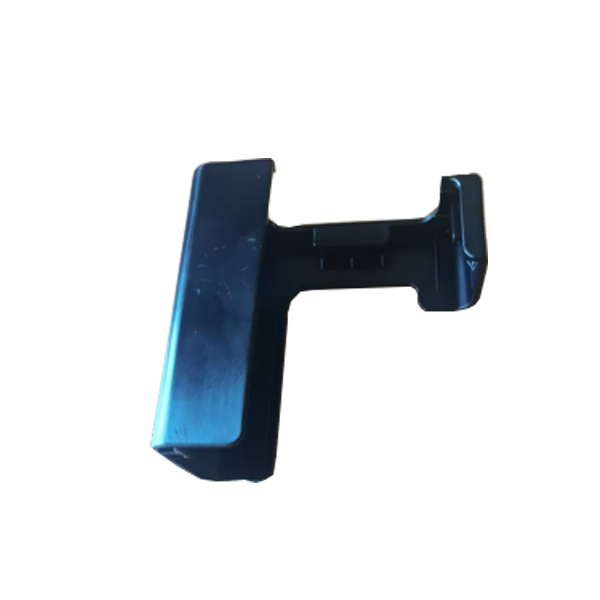
For high-end automotive tier-1 suppliers, ensuring a flawless cosmetic finish on visible interior and functional components is a persistent challenge. Recently, a global automotive client approached us to develop a 1+1 family injection mold for a critical slide rail component. The project presented severe constraints: a strict PC+ABS material formulation, a precise texturing profile, and an uncompromising parting line mismatch tolerance of under 0.03 mm.
The component dimensions (67x68x32mm with a nominal 1.5mm wall thickness) combined with high-cosmetic texture leaves no room for tooling error. Standard engineering practices often favor vertical mold placement to simplify the undercut release mechanism. However, when molding PC+ABS, vertical orientation results in an excessive slide drop height. Over high-volume production cycles, this inherent height variation inevitably degrades slider alignment, blowing past the strict 0.03mm parting line tolerance and ruining the grain continuity.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
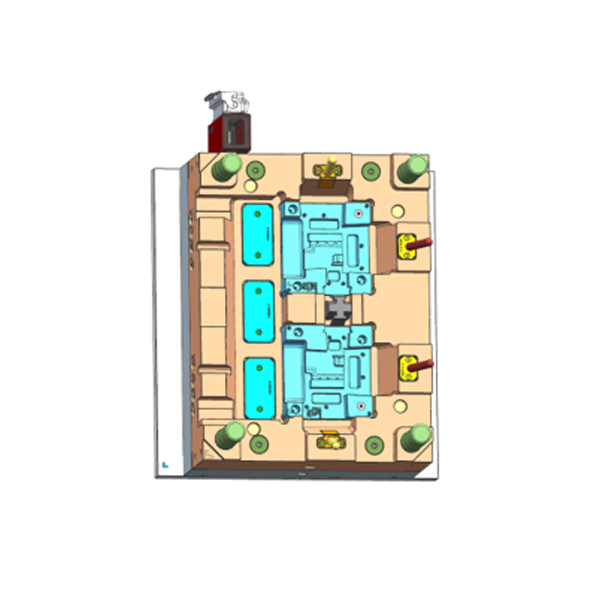
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.To prioritize part cosmetics and long-term dimensional repeatability, our engineering team engineered a flat-placed mold layout. Although this method exponentially increases internal tooling complexity, it minimizes the slider drop height, stabilizing the tool under high clamping forces.
Our team designed an intricate, internal slider-on-lifter mechanism. This compound action releases complex undercuts flawlessly without risking mechanical binding. By housing the lifter directly within the slider guide assembly, we mitigated micro-shifting during the injection phase, effectively securing a parting line flushness of < 0.03 mm across the entire production run.
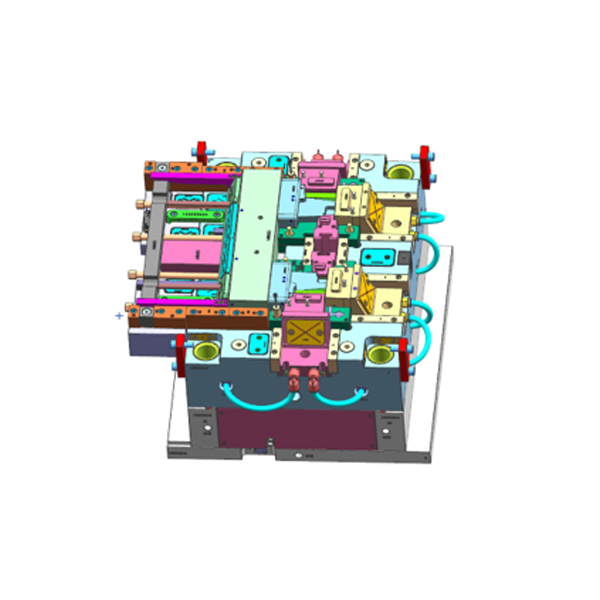
PC+ABS blends are notoriously sensitive to thermal variance and localized shear stress. In a 1+1 cavity configuration, any minor imbalance in filling pressure or melt temperature manifests as uneven gloss levels or visible color deviation (color mismatch) under automotive inspection lighting.
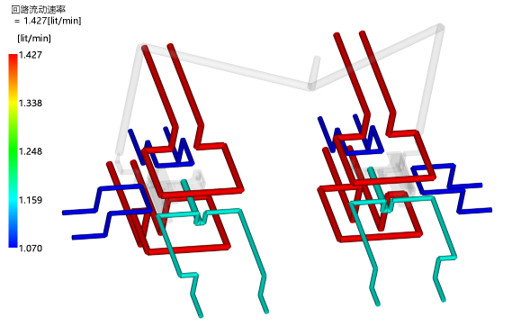
To eliminate this, we executed extensive pre-tooling molding simulation analysis. We precisely engineered the runner geometry and gate diameters to guarantee simultaneous cavity filling and perfectly uniform pressure distribution. Additionally, conformal-style cooling channels were integrated Precision Mold Manufacturing Solution – Google SEO Strategy 3 to maintain identical mold surface temperatures across both cavities. This rigorous thermal management ensured absolute color consistency and gloss uniformity across all molded parts.
By blending rigorous DFM (Design for Manufacturing) principles with high-precision CNC machining, the mold achieved perfect metrics during its first trial. The T1 samples met all dimensional and cosmetic criteria immediately, allowing the client to transition directly into mass production. This zero- rework execution shaved weeks off the product launch timeline, earning outstanding feedback from the customer’s quality audit team.
High-Precision Injection Molding & Mold Manufacturing - One-Stop Custom Solutions
Hello, This is Isabella from TXS-Mold, How can I assist you today?
Chat with us on WhatsApp。
🟢 Online | Privacy policy