
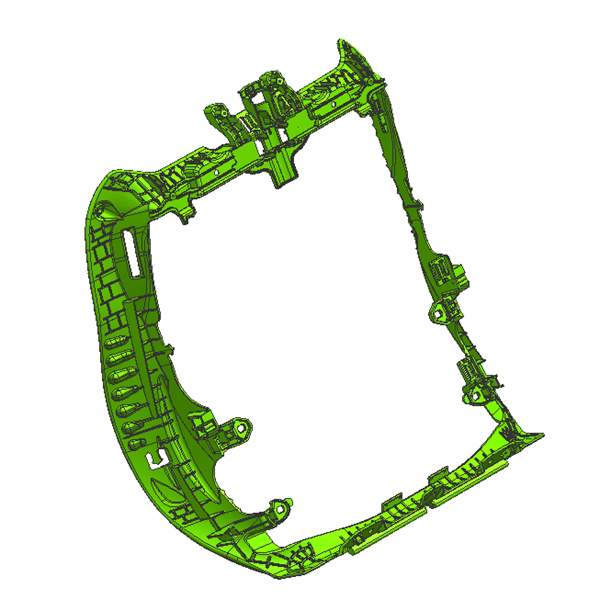
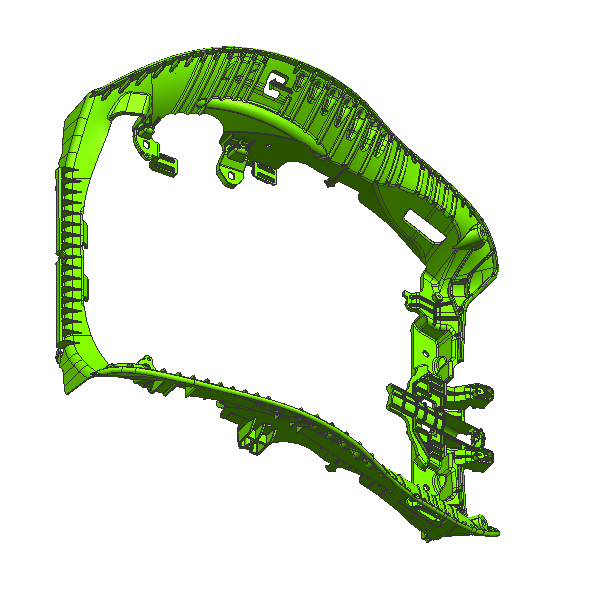
For global Tier-1 automotive interior and structural suppliers, managing dimensional stability and tight profile tolerances on large-format skeletal components is a common manufacturing bottleneck. As a top-tier vendor in plastic mold china, XuanSheng has engineered a comprehensive cooling and gating methodology for an automotive seat backrest structural frame (478 *523 *195 mm). Molded in 30% glass-fiber reinforced polypropylene (PP+GF30), the tool restricts three-dimensional profile deviation to within an precise ±1.0 mm tolerance limit, achieving direct production validation at its T3 trial run.
Large structural shells featuring substantial weight-reduction center cutouts and complex non-uniform perimeters present high dimensional risks. During the injection phase, as the PP+GF30 melt travels through the extensive cavity, the glass fibers align parallel to the flow vectors. This results in anisotropic shrinkage differentials between parallel and transverse alignment paths. Combined with the minimal geometric constraint in the hollowed-out section, the component tends to experience post-molding twisting as internal stresses relax. Conventional tooling methods often struggle to maintain the irregular perimeter profiles, resulting in deviation well outside acceptable specs and causing failure during automated downstream assembly welding.
To secure flawless mechanical alignment and maintain our position as a preferred china
mold manufacturer, we utilized quantitative fluid management and advanced thermal balancing:
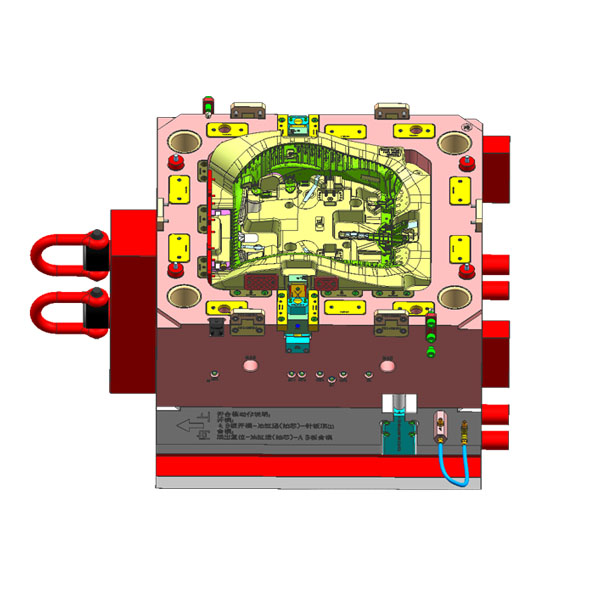
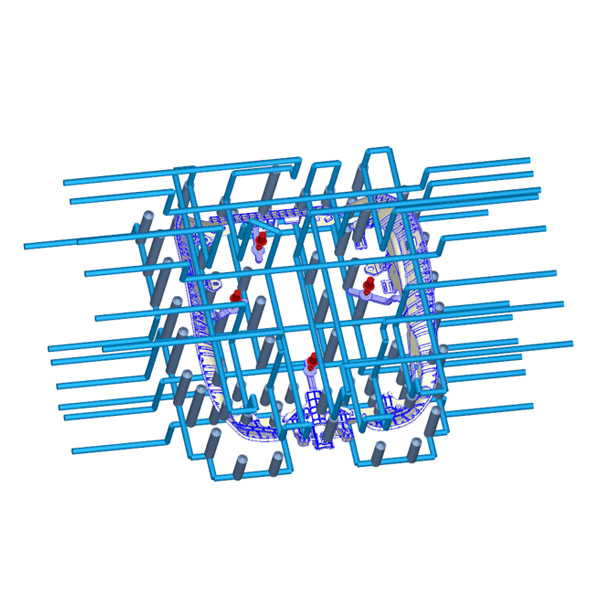
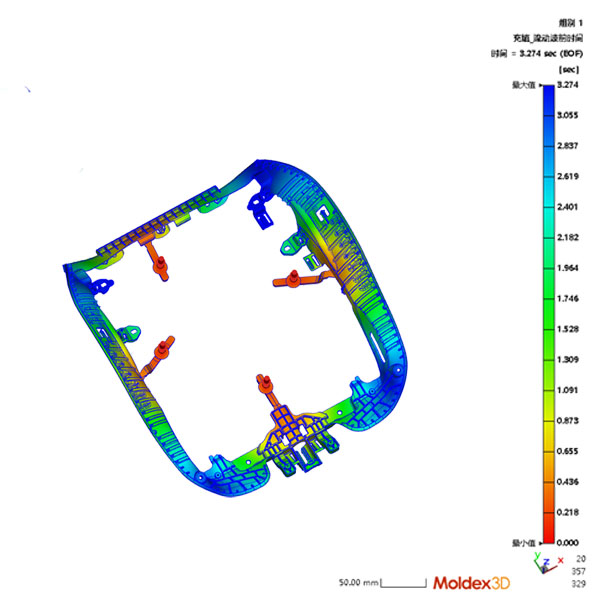
Balanced Gating via Rheological Mapping Prior to steel cutting, rigorous Moldflow simulation was executed to map the exact fiber orientation patterns across the irregular contours. By optimizing the placement and timing of the multi-drop runner system, we counterbalanced the linear contraction vectors, smoothing out internal stress distribution and significantly mitigating the inherent warpage tendency at the source.
Differential Cooling Zone Architecture To correct localized shrinkage variations around the open frame, we integrated independent, highly strategic cooling channels. By applying a calculated, controlled temperature delta between the front mold (cavity) and back mold (core) circuits, we introduced a tailored thermal counter-strain as the plastic solidified. This micro-pull offsets the anisotropic shrinkage forces, keeping the final non-uniform perimeters firmly within the $\pm1.0\text{ mm}$ profile tolerance.
Global Tier-1 suppliers consistently partner with XuanSheng because we solve complex dimensional bottlenecks where conventional mold makers fall short:


By pairing high-end multi-axis CNC machining with intelligent process balance, this high precision mold cleared 100% of the quality and CMM scanning requirements at the T3 trial run, passing directly into serial mass production. The final textured components achieved perfect flatness and zero fiber-floating defects, saving our international partner significant time-to-market and verification costs, proving XuanSheng to be the best mold maker in china.
High-Precision Injection Molding & Mold Manufacturing - One-Stop Custom Solutions
Hello, This is Isabella from TXS-Mold, How can I assist you today?
Chat with us on WhatsApp。
🟢 Online | Privacy policy