
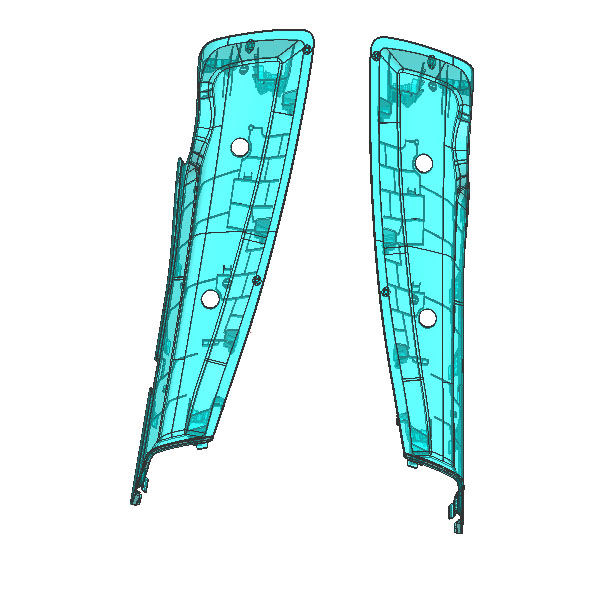
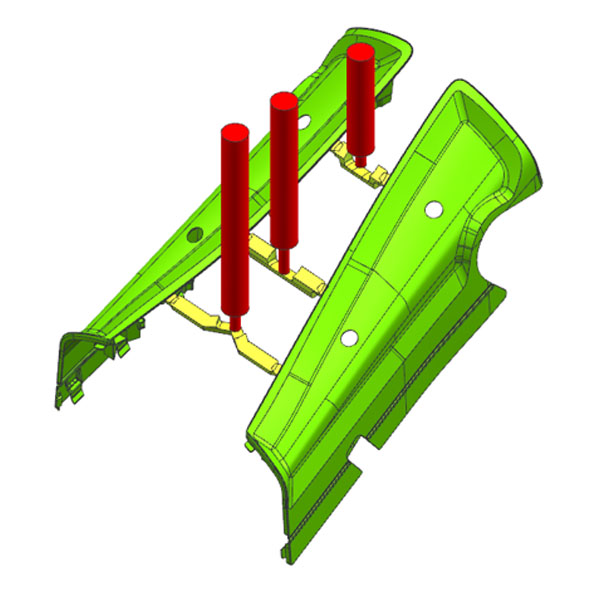
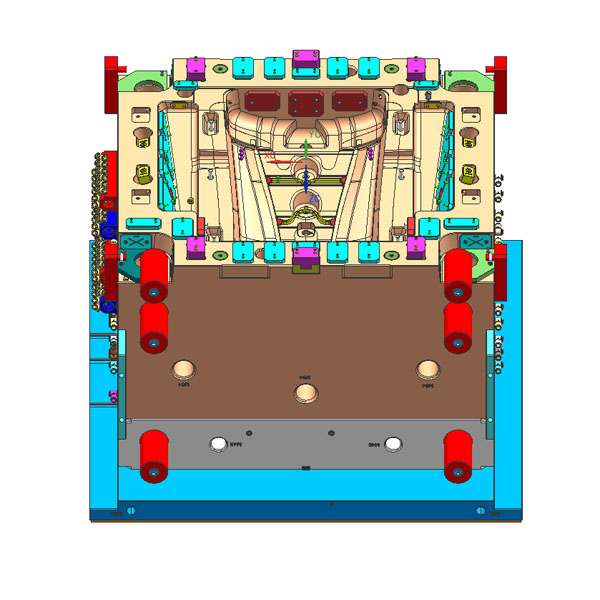
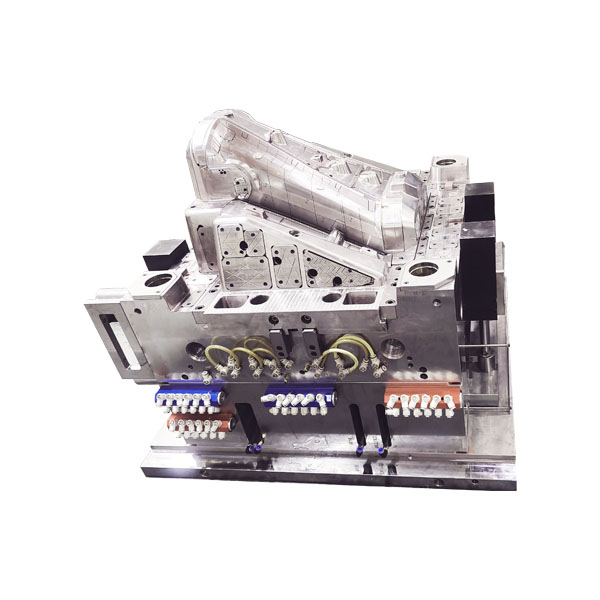
For global Tier-1 automotive interior and structural suppliers, engineering premium wrapping trim parts with severe vertical geometries and strict dimensional specs represents a major manufacturing bottleneck. As a top-tier engineering firm in plastic mold china, our tooling division has engineered a comprehensive injection tool for a large-format automotive seat side panel covering component (ABS, 200 * 548* 479 mm). Configured in a mirror-symmetric 1+1 cavity layout with a total tool weight of 13 tons, this china automotive mould leverages quantitative sequential valve-gate timing and non-standard tool steel actuators to secure perfect profile tolerances, achieving direct mass-production buy-off at its T2 trial phase.
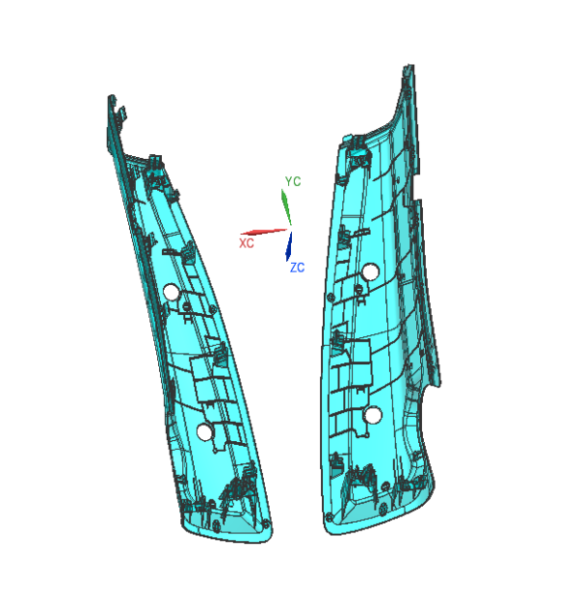
Automotive seat side covers are high-visibility covering parts requiring immaculate surface aesthetics combined with intricate internal mechanical latching features. Due to the severe 200 mm vertical geometry drop-off, the volumetric contraction rate across the extensive cavity varies sharply during cooling. Uncontrolled residual stresses during the holding phase inevitably result in severe torsional warpage, throwing the perimeter contours outside of acceptable assembly tolerances.
Simultaneously, the inner structure demands a dense arrangement of structural reinforcement ribs and intersecting multi-directional internal undercuts. Standard collapsible lifter footprints are far too bulky for these highly restricted clearance zones. Under the intense clamping and injection velocities of a heavy-duty 13-ton mold, standard lifters operating in such thin profiles are highly prone to elastic deflection, binding, or premature catastrophic fatigue fracture, compromising automated production run cycles.
To secure immaculate surface results and maintain our distinction as a high precision mold producer, we deployed an advanced predictive and structural methodology:
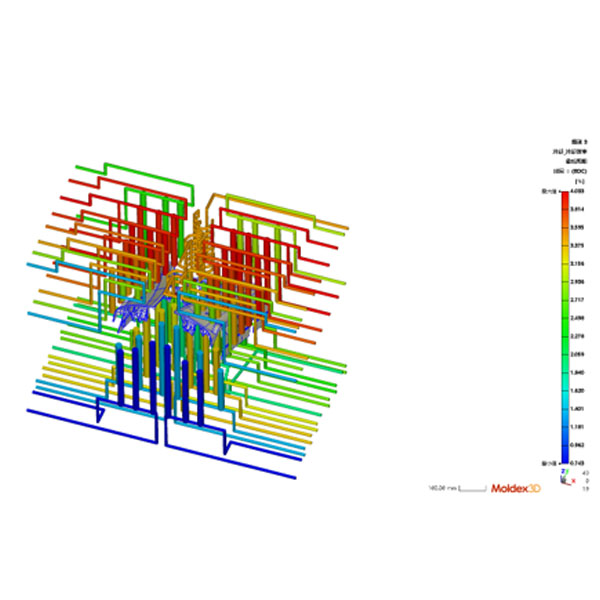
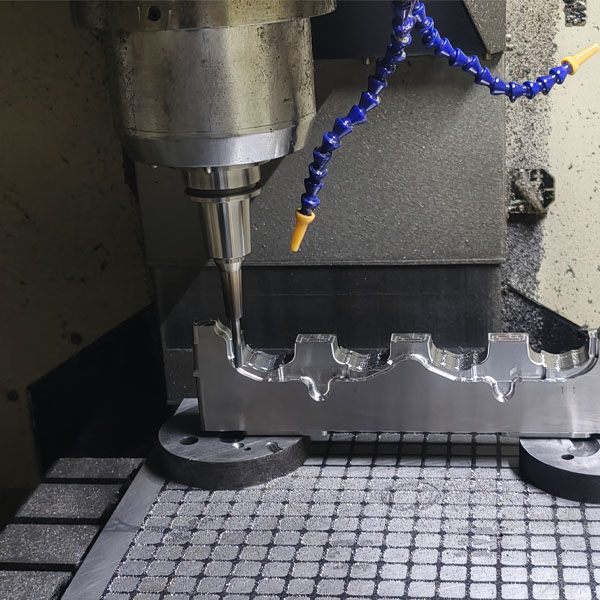
We rise above conventional shops in the china mold manufacturer sector by combining computational engineering with exceptional field execution:
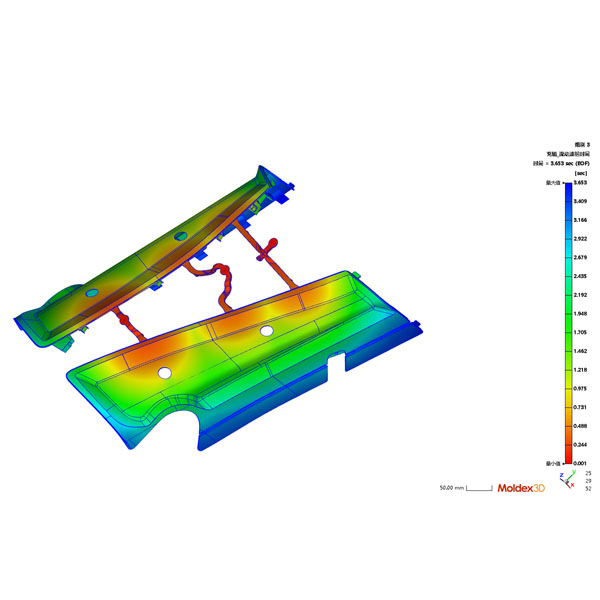


The resulting side panel components displayed zero stress whitening, excellent gloss uniformity across the exterior covering surface, and strict compliance with the dynamic automotive gauge fixtures. By compressing the entire validation track to a T2 approval window, we demonstrated the precision engineering that defines the best mold maker in china, securing single-source status for the client’s subsequent vehicle platform rollouts.

High-Precision Injection Molding & Mold Manufacturing - One-Stop Custom Solutions
Hello, This is Isabella from TXS-Mold, How can I assist you today?
Chat with us on WhatsApp。
🟢 Online | Privacy policy