
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.For global Tier-1 OEMs in the robotics and smart appliance sectors, achieving flawless cosmetic surfaces on unpainted plastic enclosures is a primary manufacturing challenge. As a top-tier china mold manufacturer, our engineering division recently developed an advanced high precision mold solution for a large-format smart navigation robot rear enclosure (247 *428 * 89 mm). Molded from shear-sensitive, flame-retardant V0-grade ABS with a premium textured surface, the tool successfully delivered raw-material unpainted finishes with absolute cosmetic uniformity.
Large-scale deep-cavity enclosures typically require high-velocity injection phases to ensure complete cavity fill. However, when processing flame-retardant V0 ABS through standard gating options (such as direct sprue or edge gates), two critical engineering bottlenecks surface:

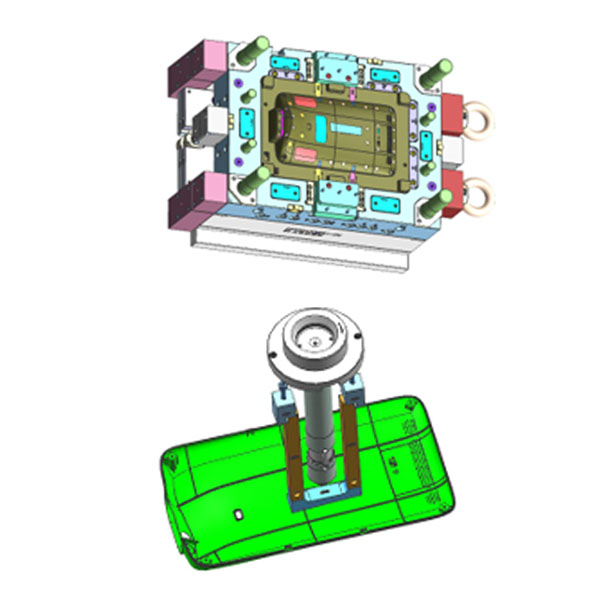
To attain a flawless raw material finish and establish our brand as a premier injection mold factory china asset, our facility developed an innovative Inverted Sub-Gating on Lifter Mechanism.
Instead of utilizing conventional parting line or face gates, we engineered an inverted hot-to-cold runner configuration that directs the polymer through a sub-gate embedded entirely inside the internal moving lifters. The gating occurs entirely on the hidden B-side interior of the housing. Upon tool opening, the precise kinematic tracking of the lifter automatically shears the tunnel gate cleanly away from the part. This layout completely eliminates gate sink marks on the visible A-side, dissipates localized packing stress, and guarantees the absence of structural weld lines.
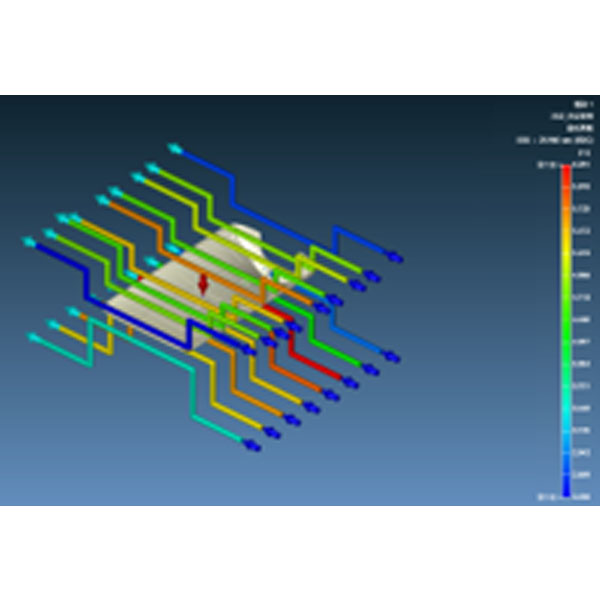
Before cutting tool steel, our engineers performed exhaustive non-linear moldflow simulation analysis. By optimizing the shear rates through the inverted tunnel constraints and balancing the cooling layouts across the 428mm footprint, we minimized injection velocity variations. This uniform pressure distribution brought part warpage to negligible limits, maintaining structural flatness for airtight assembly.
By implementing this calculated engineering protocol, the advanced plastic mold china project achieved immediate production validation at its T1 trial. The textured enclosure surfaces showed zero micro-defects or parting line flashes. Crucially, because this tooling mechanism achieved an unblemished raw-material finish, the client completely canceled their pre-planned spray-painting operations. This direct switch to eco-friendly unpainted molding saved the client massive secondary processing overhead and weeks of logistical lead time, solidifying our rank as a high-value manufacturing partner.
High-Precision Injection Molding & Mold Manufacturing - One-Stop Custom Solutions
Hello, This is Isabella from TXS-Mold, How can I assist you today?
Chat with us on WhatsApp。
🟢 Online | Privacy policy