High-Precision Medical Injection Molding Solution: Eliminating Eccentricity in Micro-Hole Ophthalmic Devices
The Technical Challenge of Thick-Walled Micro-Feature Medical Parts
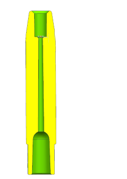
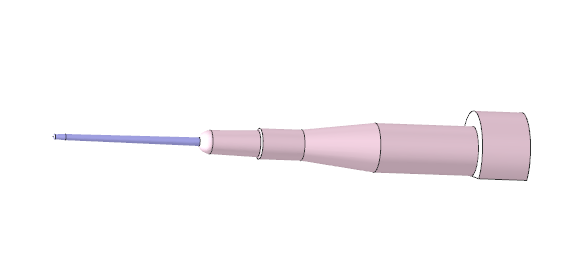
In the critical sector of medical device manufacturing, specialized ophthalmic hardware places unrelenting demands on dimensional tolerances and structural integrity. A primary engineering challenge involves the replication of thick-walled, cylindrical components with micro-scale internal geometries:
Product material: PA12 Dimensions: D8 × 39 mm Inner hole diameter: 1 mm Wall thickness: 3 mm Number of mold cavities: 1 × 2
When processing advanced polymers like Polyamide 12 (PA12), the severe volumetric shrinkage associated with thick cross-sections typically exerts asymmetrical filling forces, causing core pin deflection, internal voids, and concentricity failure. For global medical OEMs, partnering with a proven china mold manufacturer who understands scientific molding is non-negotiable.
Three-Dimensional Tooling Strategy for Concentricity Control
TXS systematically resolved the micro-hole shifting phenomenon by implementing a synchronized, three-dimensional engineering approach during the tool formulation phase:
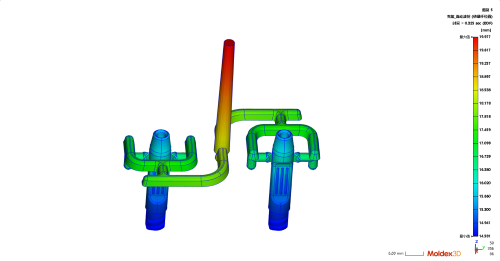
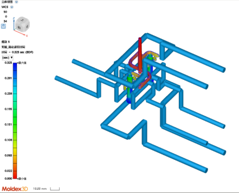
1. Gate Optimization via Predictive Mold Flow Simulation
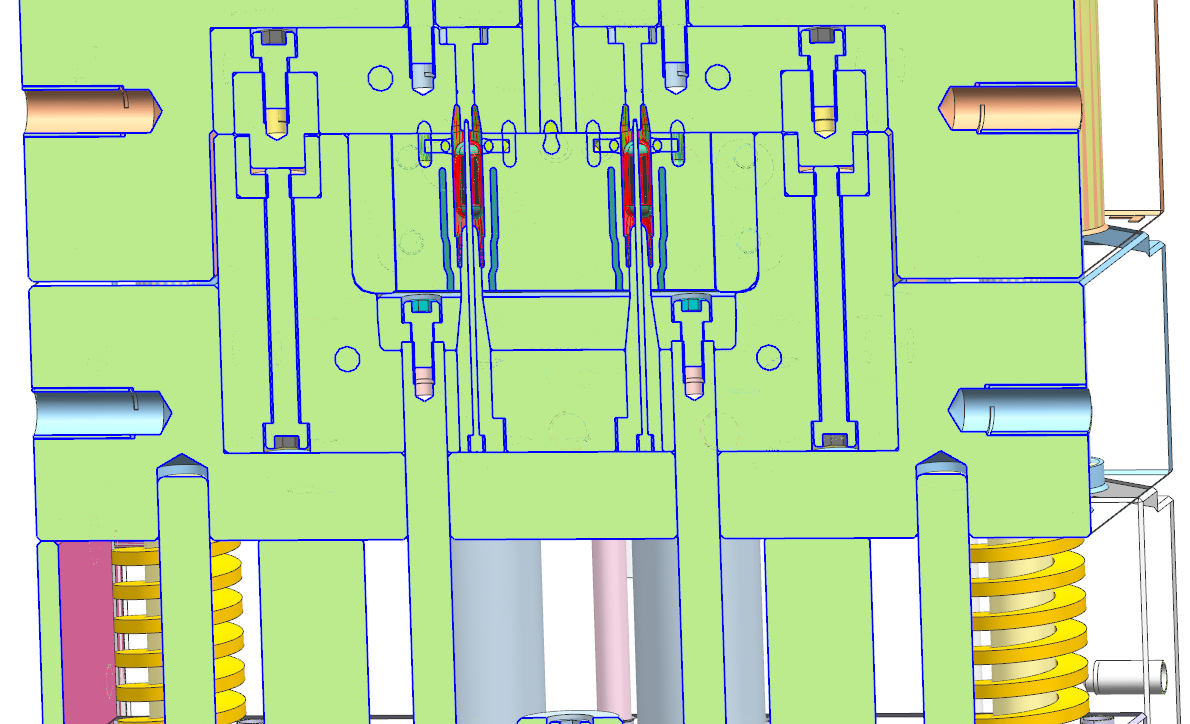
Prior to CNC steel cutting, an exhaustive Mold Flow Simulation was conducted to plot the exact viscous fluid dynamics of the PA12 melt. By analyzing localized shear stress and velocity vectors, our engineering desk optimized the gate positioning to a high degree of accuracy. This predictive optimization ensures absolute uniformity during cavity filling, balancing the lateral hydrodynamic pressures exerted on the central core pin and avoiding filling-induced bending.
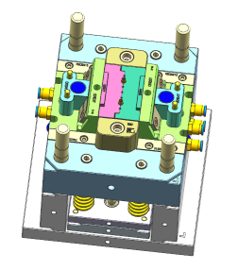
Given the extreme length-to-diameter ratio of a $1\text{mm}$ core pin spanning a $39\text{mm}$ cavity, a floating core design would inevitably deflect during the packing phase. To counter this, our tool designers implemented a specialized mechanical positioning lock at the mating top end of the shut-off pin. By anchoring the core pin securely upon mold closure, the interlocking mechanism resists high-pressure polymer displacement, guaranteeing absolute axial stability.
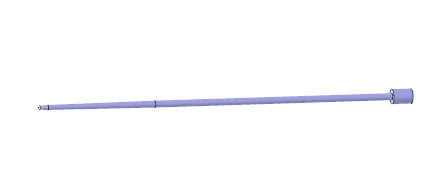
3. Ultra-High Elastic Modulus Metallurgy for Core Pins
Standard tool steels fail to provide the structural rigidity required for micro-hole stabilization under thermal and physical shock. For this medical solution, the $1\text{mm}$ core pin was fabricated utilizing a proprietary, premium specialty steel formulated with an exceptionally high elastic modulus. This material choice yields superior flexural stiffness and anti-bending properties, ensuring the core remains perfectly centered throughout rapid cycling.
Project Outcome & Validated Production Readiness
The seamless integration of computational analysis, precision interlocking mechanisms, and advanced metallurgy yielded an exceptional manufacturing milestone: The tool achieved flawless, production-ready validation on its initial T1 trial run. The component batch demonstrated zero micro-hole eccentricity, total dimensional consistency, and met all international regulatory requirements for ophthalmic hardware.
The client executive noted: “TXS delivered a highly complex medical component on the first attempt. Their engineering rigor and anti-eccentricity tooling eliminated months of validation lag time.”
If you are developing complex medical devices or facing micro-feature manufacturing hurdles, consult the engineering desk at a premier china mould company today.