In injection molding production, various defects often pose significant challenges, impacting not only product quality but also increasing the costs associated with adjustments and scrap. Today, we focus on a common issue: shrinkage and warpage (deformation). We frequently encounter this problem in production and would like to share some practical insights and experience.
Problem Phenomenon:
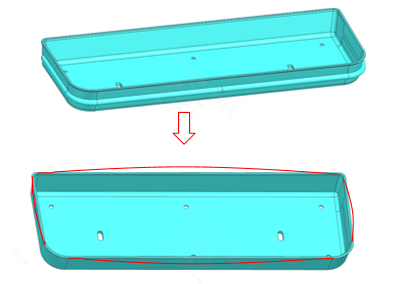
The final part's dimensions and appearance deviate significantly from the mold dimensions, primarily manifesting as:
Uniform overall shrinkage
Localized sinking or irregular bending
Twisting deformation
Analysis of Potential Root Causes:
Excessive Moisture in Material: Incomplete drying leads to uneven shrinkage.
Incorrect Shrinkage Anticipation: Improper mold shrinkage allowance design.
Poor Runner or Gate Design: Generates residual stress within the part.
Inadequate Cooling System Design: Non-uniform cooling efficiency causes localized overheating and differential shrinkage.
Suboptimal Molding Parameters: Especially packing/holding pressure conditions.
Unstable Thermal Equilibrium: The injection machine or mold fails to reach or maintain a proper thermal balance.
Solutions:
✅ Material: Verify plastic dryness and moisture content.
✅ Shrinkage Rate: Check the material's nominal shrinkage rate against the supplier's data and compare it with actual observed shrinkage.
✅ Runner & Gate Redesign: Modify designs to minimize warpage drivers.
✅ Cooling Optimization: Improve water channel layout to resolve cooling inhomogeneity.
✅ Gate Optimization: Alter gate location to modify flow orientation and manage the effects of molecular or fiber alignment.
✅ Structural Design: Add ribs or stiffeners to counteract deformation.
✅ Wall Thickness Adjustment: Modify part thickness design to improve warpage resistance.
✅ Machine & Mold Thermal Control: Inspect the temperature control systems for variability affecting thermal balance.
*Critical Reminder: Warpage may only become apparent after 24 hours. Always measure dimensions post-aging!